Как правильно паять полипропиленовые трубы
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV MianoЧтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
termpro.ruНапример, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
YouTube‑канал «КаЮТ Компания»Очистите трубы от любых загрязнений.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.

9. Проверьте соединение
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
Как сварить пластиковые (полипропиленовые) трубы поэтапно
Полипропиленовые трубы используют в водоснабжении, в оросительных и дренажных системах, отоплении жилищ.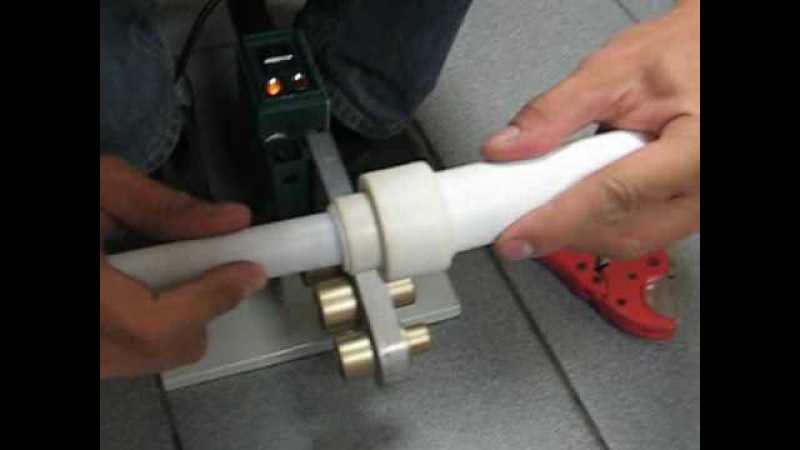 Их изготавливают из материала, принадлежащего к классу полиолефинов, что гарантирует экологическую чистоту изделия. Полипропиленовые трубы рассчитаны на долгий срок службы без больших затрат на эксплуатацию. Надежность и долговечность пластиковых трубопроводов зависит не только от правильно подобранного изделия, но и от качества монтажных работ. Желающие произвести монтаж самостоятельно должны знать, как сваривать полипропиленовые трубы, чтобы они служили долго и не доставляли хлопот при эксплуатации. Для тех, кто только собирается освоить этот процесс, поэтапное описание действий прилагается.
Их изготавливают из материала, принадлежащего к классу полиолефинов, что гарантирует экологическую чистоту изделия. Полипропиленовые трубы рассчитаны на долгий срок службы без больших затрат на эксплуатацию. Надежность и долговечность пластиковых трубопроводов зависит не только от правильно подобранного изделия, но и от качества монтажных работ. Желающие произвести монтаж самостоятельно должны знать, как сваривать полипропиленовые трубы, чтобы они служили долго и не доставляли хлопот при эксплуатации. Для тех, кто только собирается освоить этот процесс, поэтапное описание действий прилагается.
Полипропиленовые трубы обладают неоспоримыми достоинствами. А именно:
- соединяясь при помощи сварки, полипропиленовые трубы образуют монолитные детали, срок службы которых достигает полувека;
- пропускная способность труб в процессе эксплуатации не изменяется;
- изделия обладают высокой устойчивостью к бытовой химии;
- цена на фитинги для полипропиленовых труб на порядок ниже, чем для других пластиковых изделий.


Недостатки полипропиленовых труб связаны в основном с неправильным подбором деталей и некачественным выполнением монтажа.
Чтобы выбрать полипропиленовые трубы необходимо знать:
- условия, в которых трубы будут эксплуатироваться;
- давление жидкости в системе и ее температуру;
- необходимую пропускную способность изделия, которая определяет рабочий диаметр.
[include title=»РСЯ — в записи»]
Полипропиленовые трубы имеют специальную маркировку, зависящую от назначения изделия.
- PPH – вентиляция, холодное водоснабжение.
- PPB – системы холодного водоснабжения, отопление.
- PPR– системы горячего и холодного водоснабжения, отопление.
Трубы с маркировкой PPR – универсальны. Поэтому наиболее востребованы. Они имеют высокую устойчивость как к высоким, так и к отрицательным температурам.
Для сварки необходимы следующие инструменты:
- рулетка;
- маркер;
- ножницы или роликовый труборез для нарезания труб необходимой длины;
- зачистка для армированных труб;
- сварочный аппарат с насадками различного диаметра.

Так выглядит аппарат для сварки полипропиленовых труб
Как подготовить трубы ↑
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.
Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.
Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Все свариваемые детали должны быть чистыми.
 Даже крупица песка, попавшая в шов, может быть причиной порыва трубопровода в дальнейшем.
Даже крупица песка, попавшая в шов, может быть причиной порыва трубопровода в дальнейшем.Подготовка сварочного аппарата ↑
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.
Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
[include title=»РСЯ — в записи»]
Во время процесса сварки необходимо проводить контроль температуры нагрева аппарата.
Из чего состоит процесс сварки? ↑
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Время нагревания фитинга и трубы отсчитывают с момента полной насадки деталей
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.
В процессе соединения деталей запрещается поворот изделий по оси
На готовом соединении деталей не должно быть «наплывов» внутри трубы.
 Они снижают пропускную способность трубопровода.
Они снижают пропускную способность трубопровода.После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
как спаять, правила и методы сварки
Содержание:
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.
Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.
Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
- Методом стыковой сварки соединяют трубы, имеющие толщину стенок не меньше 4 мм и диаметр до 50 мм. В быту таким способом пользуются довольно редко.
- Раструбным способом пользуются при соединении труб с диаметральным сечением до 40 мм. Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
- При седельной пайке к трубе под углом 900 приваривают специальное раструбное седло путем стыкового сочленения. Седло просверливают и к месту соединения приваривают кусок трубы, получая на выходе Т-образный переходник. Читайте также: «Надёжная пайка пластиковых труб своими руками – хороший способ соединения».
Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.
Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения. Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее. Читайте также: «Как правильно паять полипропиленовые трубы – теория и практика».
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником. При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.

Особенности пайки в углах
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 900. При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами (прочитайте также: «Как отрезать трубу под углом – варианты разметки для круглой и профильной трубы»). Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.
Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части. Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом. Читайте также: «Как выполняется пайка полипропиленовых труб – правила соединения».
Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом. Читайте также: «Как выполняется пайка полипропиленовых труб – правила соединения».
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
Самостоятельная сварка пластиковых труб большого диаметра
Сварка труб большого диаметра
Пластиковые трубы свариваются диффузионным способом.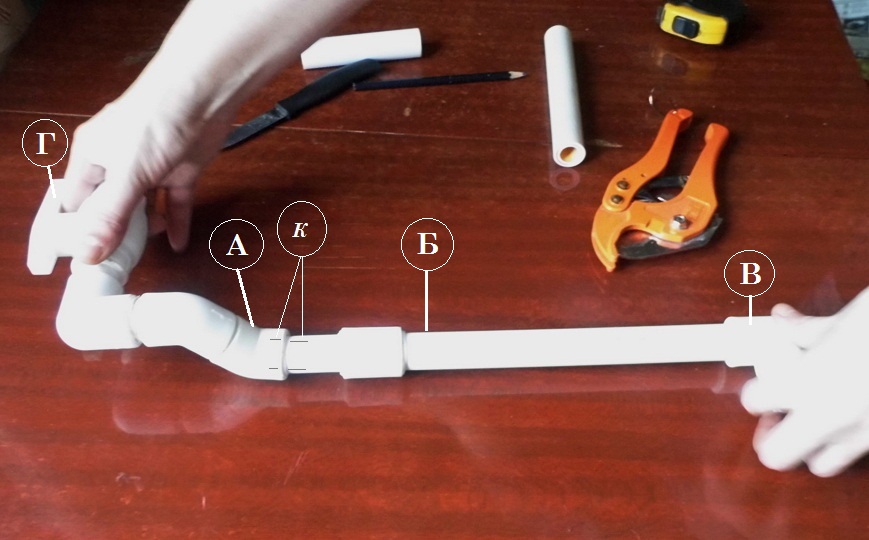 Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой. В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой. В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Стандартными размерами пластиковых труб считаются малые и средние диаметры – до 75 мм. Размер канализационной трубы составляет 110 мм, а стояков – 220 мм. Это уже большие диаметры. Хотя в строительстве и промышленности принято считать большими размеры от 500 мм и выше. Внутри квартир и в комнатах частных домов крупные трубопроводы не встречаются. Однако большие трубы используются, например, при обсадке артезианских скважин.
Особенности сварки больших труб
Машина для сварки пластмассовых труб
Пластиковые материалы сделали трубные технологии менее трудоёмкими. Поэтому монтаж больших труб тоже может производиться без участия специалистов. Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Машины для стыковой сварки отличаются сложной комплектацией и высокой ценой. Они могут иметь гидравлический или механический привод. Эту аппаратуру легче взять напрокат, чем покупать в магазине. Сварочный аппарат такого уровня потребуется тем, кто постоянно и профессионально занят такой работой. От уровня аппарата зависит качество сварного шва. Выбрать такое оборудование при покупке поможет опытный консультант. Всемирно известная германская фирма ROTHENBERGER выпускает для сварки крупногабаритных пластиковых изделий машины, оснащённые программным управлением. Для бытовых нужд лучше выбрать более простые, механические установки. Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Трубы пластиковые большого диаметра
Перед началом сварочного процесса следует как можно более ровно обрезать края фрагментов. При этом крайне нежелательно проявление эффекта бочкообразности, то есть загибания краёв среза внутрь. Эта деформация, к сожалению, возникает довольно часто. Большая труба под влиянием собственного веса может принимать овальную форму, что также затрудняет сварку. Для точной обрезки кусков больших пластиковых труб существуют специальные устройства. Но это скорее промышленное оборудование. При выполнении работы своими руками достаточно будет выровнять торцы. Выравнивание осуществляется торцевателем, входящим в состав сварочного аппарата.
Последовательность работы на сварочном аппарате для габаритных пластиковых элементов
В комплекте устройства должны быть подвижные хомуты, центратор с зажимами, сварочное зеркало для нагрева торцов. Инструкция к прибору поможет правильно выполнить работу. Очень полезными бывает видео из интернета, которое наглядно демонстрирует этапы процесса.
Очень полезными бывает видео из интернета, которое наглядно демонстрирует этапы процесса.
Аппарат для сварки габаритных труб
- Свариваемые части фиксируются в центраторе. Одна часть крепится неподвижно, другая может передвигаться вдоль рамы аппарата. Это важно для создания нужного усилия при стыковке частей.
- Торцы выравниваются до образования плоской поверхности стыков. Эта процедура обеспечивает и зачистку соединяемых поверхностей. После этого обработанных частей нельзя касаться руками.
- Торцы прижимаются к сварочному зеркалу для нагрева. Под оптимальным давлением на краях фрагментов образуется грат, наплыв расплавленного пластика. Это необходимо для формирования прочного шва. После создания грата давление минимизируется, нагрев продолжается. Скорость прогрева составляет 1 мм за 10 секунд. Зная толщину стенки изделия, можно высчитать время прогрева.
- Решающим моментом является быстрое удаление нагревательной поверхности и совмещение стыков. Соединение происходит на молекулярном уровне. Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.
- Затем сварная конструкция охлаждается на воздухе, формируется ровный и симметричный шов.
 Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.
Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.Последовательность действий сварщика хорошо изучать по видео в интернете. Эти уроки очень полезны для людей, не имеющих подобных навыков. Рекомендуется тщательное изучение инструкций по работе с аппаратурой и строгое соблюдение норм безопасности. Как показывает практика, сварить крупные полимерные трубы своими руками – это сложная, но выполнимая задача.
в труднодоступных местах без аппарата
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос — как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Процесс
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
Диаметр трубы, мм |
Время нагревания, с |
Время соединения, с |
Время остывания, мин |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
18 |
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
6 |
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
33 |
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн. В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)
Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
-
Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь. Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
- Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
-
Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
 Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
Сварка полипропиленовых труб своими руками
При строительстве различных объектов возникает необходимость прокладки трубопроводов. В качестве материала труб достаточно часто выбирают полипропилен. Такие трубы обладают длительным сроком эксплуатации, относительно недорогие, достаточно быстро монтируются как открытым, так и скрытым способом. Однако для соединения труб требуются знания и опыт, поскольку необходимо применение специального сварочного инструмента.
Особенности сварки полипропиленовых труб
Сварка двух труб происходит при помощи муфтового соединения: прогрева свариваемых поверхностей без полного расплавления и потери формы, а затем происходит прижатие нагретых поверхностей. При этом в муфте прогревается внутренняя поверхность, а в трубе – внешняя. Этот процесс осуществляется с помощью сварочного аппарата, который конструктивно выполнен с одной стороны в виде дорна для одевания фитинга, а с другой стороны — гильзы для вставки трубы. Нагрев должен осуществляться до температуры примерно в 260 °С, причем кратковременно, чтобы соединяемые поверхности контакта проплавились слегка.
При этом в муфте прогревается внутренняя поверхность, а в трубе – внешняя. Этот процесс осуществляется с помощью сварочного аппарата, который конструктивно выполнен с одной стороны в виде дорна для одевания фитинга, а с другой стороны — гильзы для вставки трубы. Нагрев должен осуществляться до температуры примерно в 260 °С, причем кратковременно, чтобы соединяемые поверхности контакта проплавились слегка.
Обратите внимание! При превышении температурного максимума полипропилен теряет свои свойства. Максимально допустимое отклонение должно быть не более 10°С.
Как правильно подобрать сварочный аппарат?
Выбор устройства для сваркиСварочные аппараты рассчитаны на использование труб и муфт определенных диаметров, при соблюдении этого условия сохраняется равномерность прогрева и температуры. При увеличении диаметра должна затрачиваться и большая мощность.
Обратите внимание! Ориентировочно мощность в Ваттах должна превышать свариваемый диаметр, измеряемый в мм, в 10 раз.
 Поэтому применение насадок ограничено максимальной мощностью аппарата.
Поэтому применение насадок ограничено максимальной мощностью аппарата.Однако не стоит уповать на то, что технические характеристики дешевого паяльника могут соответствовать действительности. Особенно это касается китайских производителей. Все зависит от качества сборки, которая легко может быть проверена таким образом: если присутствует два отдельных нагревателя, включаемых раздельно, то это говорит о возможной ненадежности или несоответствии заявленной мощности, поскольку они могут либо при одновременном включении прогревать до требуемой температуры, либо каждый в отдельности иметь номинальную мощность. Это можно проверить только опытным путем во время сварки.
Характеристика сварочного аппаратаКаждый инструмент имеет определенный вид терморегулятора, влияющего на качество сварного шва. Самым технологическим и продвинутым является электронный регулятор нагревания. В нем предусмотрен специальный датчик, который способен отслеживать минимальные колебания температуры вблизи нагреваемых поверхностей, учитывать инерционность нагрева и в соответствии с этим регулировать напряжение на нагревателе. При этом достигается максимальное соответствие температур и равномерный прогрев соединяемых элементов, что позволяет получать высокопрочное сварное соединение. Второй тип регулятора – капиллярного типа. Его принцип работы прост: при достижении определенной температуры нагрев отключается, а при охлаждении до определенной температуры снова включается. Разброс по температуре при этом составляет до 100°С.
При этом достигается максимальное соответствие температур и равномерный прогрев соединяемых элементов, что позволяет получать высокопрочное сварное соединение. Второй тип регулятора – капиллярного типа. Его принцип работы прост: при достижении определенной температуры нагрев отключается, а при охлаждении до определенной температуры снова включается. Разброс по температуре при этом составляет до 100°С.
Третий тип датчика – биметаллическое реле. Он располагается не так близко к нагреваемой поверхности из-за своих габаритов, поэтому имеет значительную инерционность, которая не позволяет осуществлять качественную сварку, так как возможен либо недостаточный прогрев, либо расплавление. Для начинающих сварщиков такой паяльник крайне не рекомендуется.
Обратите внимание! Если планируется однократное использование сварочного аппарата, то лучше отказаться от покупки дешевого и некачественного инструмента, а взять в аренду профессиональный инструмент, с которым не возникнет никаких проблем при использовании, а сварные швы получатся прочными и герметичными.
Сварочный аппарат может быть ручным или стационарным. Ручной инструмент позволит прямо по месту проводить сварку практически без ограничений, поскольку позволяет работать даже в самых труднодоступных местах. Однако точно отцентрировать соединения и обеспечить плотное прижатие сможет только опытный сварщик.
Стационарный, наоборот, имеет больший вес и габариты, зато позволит осуществить качественную центровку, обеспечить предварительную подготовку поверхностей перед соединением, а после нагрева закрепить надежно сваренные трубы до полного схватывания и остывания. По стоимости они достаточно дорогие и поэтому спросом пользуются только среди профессионалов.
Подготовка труб к сварке
ТруборезПеред тем как варить полипропиленовые трубы, их необходимо отрезать по размерам при помощи ножовки, ножниц со специальной конструкцией или труборезом. Резка должны быть выполнена под прямым углом, чтобы при соединении не возникало пустых пространств и не происходило падения давления в трубе. После необходимо очистить трубу от опилок и снять с внешней стороны фаску. Она снимается под углом в 30-45°. Выполнить эту процедуру можно при помощи фаскоснимателя. Трубы с малыми диаметрами снятия фаски не требуют.
Процесс сварки
Перед началом работ следует включить сварочный аппарат и прогреть его до рабочей температуры. После прогрева подготовленные трубы и фитинги одеваются на соответствующие нагреватели. Так как труба имеет диаметр больше номинального, а фитинг меньший, то без нагрева их соединить невозможно.
Работа по сварке трубДля контроля глубины вхождения на поверхности делаются отметки или насечки.
Обратите внимание! Натягивание деталей на нагревательный элемент должно выполняться строго в соосном направлении, чтобы не допустить перекоса, что может повлечь повреждение стенки и ухудшение качества соединения.
Сварочные насадки имеют коническую поверхность для упрощения процедуры натягивания и разогрева. При продвижении полипропиленовых деталей наружная часть трубы упирается в основание насадки, проплавляется и принимает округлую форму. По окончании нагрева фитинг и труба быстро снимаются и одеваются друг на друга с небольшим усилием до плотной усадки. Прокручивать детали при этом запрещено, так как сварить качественно в этом случае не получится — это негативно повлияет на создаваемый шов. Затем детали в таком положении выдерживаются несколько минут до тех пор, пока соединение не остынет и не станет однородным.
Типичные ошибки
Самой распространенной ошибкой является неполное вхождение трубы в фитинг, что влечет за собой образование завихрения — слабого места в коммуникациях, и, соответственно, падение давления при движении жидкости.
Другой ошибкой становится применение излишнего усилия при соединении трубы и муфты, в результате чего из-за подплавленных концов внутри создается выступ, который препятствует перемещению рабочего вещества.
Сварка полипропиленовых труб своими руками требует внимательности и отточенности всех действий, поскольку необходимо достичь оптимального нагрева, а затем быстро соединить детали. Любая задержка ведет либо к порче материала, либо к некачественному соединению.
Видео
Чтобы вам было проще разобраться в данном вопросе, предлагаем вам посмотреть этот ролик:
Последняя редакция: 04.03.2015 Автор: Владислав Тихий
Сварка полипропиленовых труб + видео
Теперь ни у кого не возникает сомнений в надежности полипропиленовых труб. При правильном уходе они могут прослужить около 50 лет. Все благодаря уникальности материала, который не гниет и не подвержен коррозии.
Но чтобы все шло по плану и ваш трубопровод прослужил вам долгие годы, необходимо провести качественную сварку полипропиленовых труб. Для этого вам нужно будет следовать инструкциям.
Внимание! Полипропилен — разновидность пластика.
Благодаря своим уникальным свойствам и долгому сроку службы полипропиленовые трубы практически вытеснены с рынка металлопродукции. В результате все больше и больше людей хотят знать, как сваривать такие трубы.
Начать с того, что есть давно зарекомендовавшие себя ручные сборки полипропиленовых труб. Позволит не только подключать одного диаметра, но и делать сложную разводку. Для этого нужен специальный переходник.
Инструкция по монтажу полипропиленовой трубы также включает в себя работу с контурами и установку различного рода арматуры.В результате вы сможете построить систему любой конфигурации.
К сожалению, без недостатков не обошлось. Несмотря на все свои достоинства, после сварки и монтажа полипропиленовые трубы расходятся. Более того, даже при отключении повторного использования продукта не получится. Поэтому вы должны делать все по инструкции. В этом случае созданный дизайн не нуждается в доработке.
Необходимое оборудование ↑
Подготовка к сварке полипропиленовых труб начинается с выбора подходящего инструмента.Для того, чтобы сделать все точно по инструкции, вам понадобятся:
- Станок для сварки муфт;
- специальные насадки для труб разного диаметра;
- машинки для стрижки,
- fastenmaster,
- бритва.
Каждый из этих инструментов вы можете найти в строительном магазине. Но есть оговорка, что сварка полипропиленовых труб происходила именно так, что пользователю не нужно покупать самое дешевое оборудование. Например, качественный сварочный аппарат позволяет работать намного дольше, не повредив насадки тефлонового слоя.
Совет! Если вы не хотите тратиться на покупку аппарата для сварки полипропиленовых труб по инструкции, возьмите его в аренду.
Форсунки в большинстве случаев идут в комплекте с машиной. Но у более дешевых аналогов их не может быть. Поэтому, если вы увидите, что цена слишком низкая, обязательно спросите о пакете.
Инструкция по сварке ↑
Сварочный аппарат не представляет собой ничего сложного. Пользоваться ими довольно удобно. Особенно, если он сделан хорошо.Сама инструкция на сварку полипропиленовых труб состоит из следующих этапов:
- Сделайте замеры и отрежьте полипропиленовую трубку нужной длины.
- Обучение. Чтобы процесс сварки прошел точно по инструкции, нужно подготовить все элементы. Это позволит избежать путаницы. Фурнитура должна быть выложена основанием для установки.
- Аппарат предварительного нагрева для сварки. Установите температуру 260 градусов по Цельсию. Как только прибор достигнет желаемой температуры, сигнальная лампа погаснет.
- Нагрейте поверхность полипропиленовых труб с помощью сварки и соедините их проволокой. Не делает поворотов. Это может привести к утечкам.
При соединении полипропиленовых труб по инструкции строго соблюдайте угол реза. В противном случае о герметичном шве можно забыть. По окончании соединения обрезаны.
Внимание! Зачистка производится только после остывания шва.
Нюансы сварочной техники ↑
Чтобы сварить полипропиленовую трубу прошло по технологии, необходимо знать некоторые важные технические детали этой процедуры.Для начала, как правильно прогреть детали.
Тепло выделяется снаружи на краю трубы. В свою очередь, сцепление прогревается изнутри. Глубина нагрева не должна быть слишком большой. Только после этого вы сможете соединять детали согласно инструкции.
Технология сварки полипропиленовых труб по инструкции на самом деле довольно проста. В месте соединения двух деталей предварительно нагретый материал нужно сварить.
Чтобы сделать пропил точно по инструкции, необходимо не забыть о фаске.В качестве стандарта лучше всего взять немецкую норму DVS-2207-1. При этом стандартный уклон составляет 15 градусов, а депрессия в районе 2-3 мм.
Если брать отечественный стандарт, то фаску по инструкции делать 45 градусов. На это углубление будет приходиться треть толщины трубы. На самом деле для сварки полипропиленовых труб подходят оба. Если говорить об их эффективности. Достоверных данных по этому поводу нет. Но большинство строителей применяют именно немецкую версию.
Внимание! Перед снятием фаски с полипропиленовой трубки и внутренней части фаски согласно инструкции необходимо очистить.Также не мешает обезжиривание.
Сварочный аппарат следует устанавливать на специальный стенд. Процесс сварки следующий: одной рукой толкаем фитинг и трубу.
После того, как элементы достигли желаемого состояния, их необходимо быстро удалить, чтобы немедленно подключиться. Чем меньше период охлаждения, тем больше сварка полипропиленовых труб будет соответствовать стандартам качества пользователя.
Внимание! Время удерживания компонентов зависит от диаметра и толщины полипропиленовых труб.
Предотвратить перегрев деталей невозможно. В этом случае существует вероятность деформации фитинга и трубки. Все из-за потери прочности, вызванной слишком высокой температурой. Естественно после такого подключения невозможно.
Недостаточный нагрев при сварке полипропиленовых труб согласно инструкции категорически запрещен. Дело в том, что выполненное таким образом соединение будет иметь желаемую надежность. Это значительно увеличивает риск потери герметичности всей конструкции.О длительной эксплуатации в этом случае не может идти и речи.
Чтобы вставить трубу в муфту, потребуется приложить некоторое усилие. То же касается и фитинга. Дело в том, что насадка выполнена в виде конусов. Однако их наклон составляет пять градусов. Диаметр рабочей поверхности соответствует продукту посередине.
Когда вы вставляете товар в рукав, нужно довести его до упора. Сложность заключается в том, чтобы давить при любых обстоятельствах.Это может вызвать повреждение конструкции.
При сильном раздавливании ухудшает проводимость продукта. Это связано с тем, что в конце образуется утолщение. Но так как он внутри, сбоку заметить его несложно. Так что нужно проявлять особую осторожность.
Чтобы не ошибиться и все делать по инструкции, измерьте глубину рукава. Затем возьмите линейку и сделайте отметку на трубе изделия. Такая предосторожность застрахует вас от неприятных сюрпризов.
Внимание! Когда вы соединяете изделие вместе с муфтой, у вас есть несколько секунд, чтобы исправить свое положение.
Обезжирить зону сварки ↑
Чтобы добиться хорошего качества соединения, необходимо обезжирить место сварки. Возьмите вату и полейте небольшим количеством спирта. Затем нанесите покрытие на внутреннюю часть фитинга. Также придется делать с концом трубы.
Не забывайте удалять частицы абразива. Даже пыль может отрицательно сказаться на качестве соединения при сварке полипропиленовых конструкций.Именно поэтому этому вопросу уделено столько внимания в инструкции.
Внимание! Пыль и песок вредны для тефлонового покрытия машины для сварки.
Спирт нужен для обработки не только деталей, но и насадок. Эта мера предосторожности поможет избежать прилипания пластика. Благодаря этому также снижается риск повреждения тефлонового покрытия. Такое случается довольно часто при механическом удалении мертвых останков с полипропиленовой рабочей поверхности.
Монтаж производится при установке элементов с помощью фурнитуры.Также должны быть установлены повороты. Последние лучше всего приваривать отдельно, чтобы не нарушать руководство пользователя.
Не забывайте, что по Общей инструкции по строительству следует позаботиться о переходах между стенами. Также нужно произвести подключение к железам. Тогда сварка может производиться на весу.
К стенкам трубы крепятся при помощи хомутов. Они обеспечивают надежное крепление и могут служить десятилетиями. Она полипропиленовая конструкция просто одевается в них.
Внимание! Если у вас частный дом, пластиковые конструкции нельзя подводить непосредственно к котлу. Для этого потребуется специальная примерка.
Основной частью фитинга, соединяющего полипропиленовую конструкцию с котлом, является металлическая деталь длиной около полуметра. Он подключается непосредственно к обогревателю.
Преимущество конструкций из полипропилена в том, что их можно легко проложить внутри стен, и это не нарушает мануал жилого дома.Однако перед тем, как начать использовать трубопровод, необходимо провести испытание на герметичность.
Как видите, инструкция по сварке полипропиленовых труб ничего особо сложного не представляет. Достаточно соблюдать рекомендации, чтобы поддерживать нужную температуру, и не забывать о предварительной очистке и обезжиривании деталей.
Связанные с контентом
Ручной сварочный аппарат с пластиковыми стержнями (видео)
В статье этой недели мы расскажем вам о ручном сварочном устройстве с пластиковыми стержнями.Этот вид сварки очень прост, но должен выполняться правильно, здесь мы шаг за шагом опишем, как это сделать.
Здесь у вас есть видеоролик , в котором вы можете увидеть процесс ручной сварки стержнем, который вы могли видеть более подробно .
………… ..
В первую очередь поговорим о необходимом материале. У нас должен быть ручной сварщик с горячим воздухом и подходящие сопла, чтобы правильно сваривать пруток, который мы собираемся использовать.
Хотя нам и нужны некоторые фитинги, этот сварочный комплект — самый дешевый способ сварки пластмасс.
Здесь мы оставляем ссылку, где вы увидите этот комплект для сварки и всю имеющуюся фурнитуру.
>>> КОМПЛЕКТ РУКОВОДСТВА СТЕРЖЕНЬ
Когда у нас есть необходимое оборудование для выполнения этого типа сварки, самое главное — распознать пластик, который мы собираемся сваривать. Пластик может свариваться только друг с другом, то есть, если у нас есть полиэтиленовый наплавленный материал, стержень, который мы должны использовать, сделан из полиэтилена, если наплавленный материал сделан из АБС-пластика, сварочный стержень должен быть из АБС-пластика, а также со всем остальным. термопласты.
Невозможно сварить два разных пластика .
Обычно легко распознать пластик, он сделан из того, что мы собираемся сваривать, он может быть помечен, или на нем могут быть технические характеристики, если это не так, мы можем позвонить производителю, и он скажет нас. Если нам не удается распознать пластик ни по одному из трех вышеупомянутых вариантов, мы всегда можем попытаться выяснить это сами; есть несколько методов, которые могут помочь нам узнать это.Здесь мы оставляем две ссылки на наш блог, где вы увидите два сообщения, которые мы опубликовали несколько месяцев назад о , как можно распознать пластик (часть 1) , так что таким образом мы можем соотнести стержень.
>>> КАК НАЗНАЧИТЬ ПЛАСТИК (часть 2)
После того, как мы определили материал и получили стержень, мы приступим к сварке термопласта.
Первый шаг, который мы должны сделать, — это поцарапать материал.
Материал обычно имел блеск из-за окисления пластика в процессе его изготовления.Этот блеск необходимо поцарапать на любом типе лезвия и удалить эту маленькую яркую пленку, чтобы таким образом пористая поверхность была открытой, а сцепление было выше. Мы должны поцарапать не только лист, но и стержень. Этот шаг обычно не выполняется или выполняется неправильно, что приводит к плохой сварке и будущим проблемам.
Царапание должно выполняться всегда и хорошо.
Что ж, теперь приступим к сварке.
Во-первых, мы нагреем сварочный аппарат, температура будет варьироваться в зависимости от пластика, но особенно, температура всегда будет соответствовать скорости рабочего, который будет выполнять сварку.Если рабочий проходит обучение и сваривает быстро, мы могли бы повысить температуру, но, наоборот, если рабочий работает немного медленно, мы должны немного снизить температуру, чтобы пластик не плавился слишком сильно. Обычно потенциометр сварщика составляет от 6 до 8 от его положения. Примерно между 300 ° и 450 °.
Когда все будет готово, приступим к сварке. Пропускаем стержень через быстрое сопло (27 — 27B) и прижимаем его к области, которую мы собираемся сваривать, давление всегда действует на стержень, машина только сопровождает, машина только опирается на стержень и перемещается назад по мере сварки стержня.
Идеальное положение сварщика составляет примерно 45º, чтобы быстрое сопло (27-27B) оставалось полностью параллельным листу, который мы свариваем.
Давление создается стержнем, а не сварочным аппаратом.
Если вы внимательно выполните эти шаги, вы сможете безупречно выполнить сварку термопластов со всеми гарантиями.
King Plastic Corporation СОВЕТЫ ПО СВАРКЕ ТЕРМОПЛАСТИК
Из архивов IAPD
Сварка — это процесс соединения поверхностей путем их размягчения под действием тепла.При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, которые имеют решающее значение для правильной сварки.
Правило номер один при сварке термопластов — вы должны сваривать аналогичный пластик с аналогичным пластиком. Чтобы получить прочный и однородный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, из полипропилена в полипропилен, из полиуретана в полиуретан или из полиэтилена в полиэтилен.
Вот несколько советов по сварке различных типов пластмасс и шаги для обеспечения надлежащего сварного шва.
Сварка ПолипропиленПолипропилен (ПП) — один из самых простых в сварке термопластов, который используется во многих различных областях. ПП имеет отличную химическую стойкость, низкий удельный вес, высокую прочность на разрыв и является наиболее стабильным по размерам полиолефином. Проверенные области применения полипропилена — это оборудование для нанесения покрытий, резервуары, воздуховоды, травильные установки, вытяжные шкафы, скрубберы и ортопедия.
Для сваривания полипропилена сварочный аппарат должен быть настроен на температуру приблизительно 572 ° F / 300 ° C; определение вашей температуры будет зависеть от того, какой тип сварочного аппарата вы приобретете, и рекомендаций производителя. При использовании термопластичного сварочного аппарата с нагревательным элементом мощностью 500 Вт на 120 В регулятор подачи воздуха должен быть установлен примерно на 5 фунтов на квадратный дюйм. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572 ° F / 300 ° C.
Сварка ПолиэтиленаДругой довольно простой для сварки термопласт — полиэтилен (PE).Полиэтилен имеет ударопрочность, исключительную стойкость к истиранию, высокую прочность на разрыв, поддается механической обработке и имеет низкое водопоглощение. Проверенные области применения полиэтилена — это контейнеры и вкладыши, резервуары, лабораторные сосуды, разделочные доски и направляющие.
Самым важным правилом при сварке полиэтилена является то, что вы можете сваривать от низкого к высокому, но не от высокого к низкому. Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина проста.Чем выше плотность, тем сложнее сломать детали для сварки. Если компоненты не могут быть разделены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривать. Для сварки ПВД вам необходимо иметь температуру приблизительно 518 ° F / 270 ° C, регулятор установлен на приблизительно 5-1 / 4–5-1 / 2, а реостат — на 5. Как и PP, HDPE сваривается при 572 °. F / 300 ° C.
Советы по правильной сваркеПеред сваркой термопластов необходимо выполнить несколько простых шагов, чтобы обеспечить надлежащую сварку.Очистите все поверхности, включая сварочный стержень, метилэтилкетоном или аналогичным растворителем. Сделайте канавку на подложке, достаточную для размещения сварочного стержня, а затем обрежьте конец сварочного стержня под углом 45 °. Как только сварщик настроится на нужную температуру, вам необходимо подготовить основу и сварочный стержень. Благодаря использованию автоматической скоростной насадки большая часть подготовительной работы выполняется за вас.
Удерживая сварочный аппарат на высоте примерно 2,5 см над подложкой, вставьте сварочный стержень в наконечник и переместите его вверх и вниз три-четыре раза.Это приведет к нагреву сварочного стержня и подложки. Признаком готовности подложки к сварке является появление эффекта запотевания, похожего на дуновение на кусок стекла.
Сильно и последовательно надавите на пыльник наконечника. Пыльник проталкивает сварочный стержень в подложку. Если вы решите, как только сварочный стержень приклеится к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов можно шлифовать, и шлифовка не повлияет на прочность сварного шва.Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварочного валика, затем обработайте влажную наждачную бумагу с зернистостью 360, чтобы получить чистую поверхность. При работе с полипропиленом или полиэтиленом их глянцевую поверхность можно вернуть, слегка нагревая поверхность желтой пропановой горелкой с открытым пламенем. (Имейте в виду, что необходимо соблюдать обычные процедуры пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фотографию внизу слева.
ЗаключениеС учетом приведенных выше советов сварка термопластов может быть довольно простым процессом.Несколько часов практики сварки дадут возможность «почувствовать» правильное равномерное давление на стержень прямо в зону сварки. А эксперименты с разными видами пластики помогут освоить процедуру. Для получения информации о других процедурах и стандартах обратитесь к местному дистрибьютору пластмасс.
Дополнительные советы по сварке пластмасс
EVO. Полностью пластиковые трубы с PP-RCT. Новый стандарт для систем холодного и горячего водоснабжения
На главную: Новости: EVO.Полностью пластиковые трубы с PP-RCT. Новый стандарт для систем холодного и горячего водоснабженияPP-RCT — полипропилен нового поколения (тип 4), который применялся исключительно для многослойных труб премиум-класса.
EVO из PP-RCT
Новый стандарт для систем холодного и горячего водоснабжения
- Трубопроводы более высокого качества
- Экономия финансовых средств — использование меньшего диаметра
- Полностью совместим с существующей системой Ekoplastik
Недвижимость
- PP-RCT — полипропилен нового поколения (тип 4), который применялся исключительно для многослойных труб премиум-класса
Расход на 37% выше по сравнению с трубами из ППР (тип 3) | Расчетное значение |
Гарантия 20 лет | Повышенное сопротивление давлению при высоких температурах |
На 28% легче |
Технические параметры трубы
| Состав | PP-RCT |
|---|---|
| S (SDR) | S 3,2 (SDR 7,4) Ø 16 мм, S 4 (SDR 9) Ø 20–125 мм |
| Устойчивость к давлению и температуре | 20 ° C / 50 лет / 19.3 бара |
| 70 ° C / 50 лет / 8,5 бар |
Сварка
- Параметры сварки труб PPR и труб PP-RCT идентичны.
- Не нагревайте трубу дольше, чем необходимо!
| D [мм] | время нагрева [с] |
|---|---|
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
Более тонкие стенки — не увеличивают время нагрева для идеальной сварки, экономят время!
Пластиковая идентификация… Что можно сваривать? Что не может?
При сварке плавлением с помощью аппарата для сварки азотных пластмасс вам необходимо определить тип пластика и выбрать правильный сварочный стержень. Хотя существует много видов пластика, лишь некоторые из них обычно используются для изготовления автомобильных деталей. Это видео поможет вам определить пластик.
При работе всегда надевайте соответствующую защитную экипировку!
Поделитесь с нами своими мыслями об этом видео, оставив комментарий на YouTube!
Щелкните здесь: https: // www.youtube.com/watch?v=NUYfC79r0A4
Полезные ресурсы:
Видео заметки:
- Поскольку с момента создания этого видео мы несколько обновили наши сварочные аппараты для азотной пластмассы, наши нынешние аппараты для азотной сварки могут не поставляться с тем типом сварочного стержня, который указан в видео. Обязательно загляните на веб-страницу сварщика, чтобы узнать, с чем он должен быть.
- Этот видеоклип был взят с нашего DVD-диска с инструкциями, который мы обычно прилагали к нашим сварщикам.DVD устарел и больше не доступен; однако наши видеоресурсы доступны на нашем веб-сайте или в мобильном приложении. Для этого видео предусмотрено
- субтитров на английском языке. Нажмите кнопку CC, чтобы включить или выключить их.
- Длина этого видео никоим образом не отражает фактическое время, необходимое для выполнения полного ремонта, и поэтому не должна использоваться для оценки.
Английский текст:
При сварке плавлением с помощью аппарата для сварки азотных пластмасс вам необходимо определить тип пластика, с которым вы работаете, и выбрать подходящий сварочный стержень.Есть много видов пластмасс, но лишь некоторые из них используются в автомобильных деталях. Этот раздел видео поможет вам выбрать подходящий сварочный стержень для вашего проекта.
Около девяноста пяти процентов бамперов автомобилей последних моделей изготовлены из смесей полипропилена. Это плавкие термопластические материалы. Обычно они черные или темно-серые, но иногда могут быть белыми. Обычно они имеют символ полипропилена на обратной стороне. Эти пластмассы иногда обозначают как ТЭО или ТПО.Они всегда представляют собой смесь полипропилена, синтетического каучука и других наполнителей, и их пропорции варьируются в зависимости от производителя смолы и области применения.
Эти пластмассовые смеси из полипропилена можно сваривать с помощью наших сварочных стержней из полипропилена или ТПО. Поскольку это наиболее распространенный пластик, у нас есть множество разновидностей стержней для различных применений. Ваш сварщик поставляется с тремя разными профилями стержня из натурального полипропилена: круглым, узкой лентой и широкой лентой. У вас также будет выбор черных удилищ из полипропилена и серых удилищ из ТПО.
Некоторые бамперы по-прежнему из полиуретана. Это был популярный материал много лет назад и до сих пор используется в некоторых приложениях. Обычно они желтые с обратной стороны, но не всегда. Вы увидите идентификационный символ там, где написано PUR или RIM. Полиуретан — это термореактивный пластик, а это означает, что он не плавится. Твердое вещество образуется в результате реакции двух жидких компонентов, которые образуют поперечные связи в форме. Вы не сможете использовать азотный сварочный аппарат для этого типа пластика. Вы можете отремонтировать его с помощью безвоздушного сварочного аппарата для пластика.Инструкции для этого типа ремонта показаны в следующем разделе этого обучающего видео.
Большинство других пластмасс, используемых в автомобилях, являются термопластами или плавкими пластиками. В этом случае пластиковые гранулы расплавляются и вводятся в форму. Затем пластик остывает и снова затвердевает. Термопласты можно сваривать азотным сварочным аппаратом. Распространенными типами являются полиэтилен, АБС, нейлон и поликарбонат. Полиэтилен часто используется для изготовления бутылей для перелива и мойки. Нейлон используется для изготовления баков радиаторов, опор сердечника и других деталей под капотом.Поликарбонат используется на кузовных панелях и бамперах. Более подробную информацию см. В таблице идентификаторов пластиков, прилагаемой к сварочному аппарату.
В этом видео мы сосредоточимся на сварке полипропилена, поскольку это наиболее распространенный вид пластика, с которым вы будете иметь дело. Как только вы научитесь правильно сваривать полипропилен, вы сможете определять другие типы пластмасс и сваривать их.
Drader Injectiweld | Аппарат для сварки пластмасс под давлением
Набор для сварки пластмасс Drader Injectiweld
«Drader», как называют его наши постоянные клиенты, представляет собой ручной комплект для сборки и ремонта пластика, известный во всем мире своей простотой использования и прочностью сварных швов.Наши клиенты получают более длительный срок службы пластмасс, сокращают количество отходов и добиваются экономии средств для своего бизнеса.
Injectiweld имеет сменные наконечники и автоматическую систему подачи, которая позволяет человеку использовать сварочный аппарат одной рукой. Он использует лучистое тепло для термического скрепления большинства видов пластмасс без использования горячего воздуха или газа. Сварочный стержень автоматически втягивается в пистолет с помощью набора приводных колес для стержня и подается в соединительную трубку, где он зажимается, упаковывается в ствол и расплавляется.
Преимущества Drader Injectiweld:
- Качество сварного шва очень высокое, даже если у пользователей нет большого опыта.
- Сменные насадки
- Очистка поверхности от окисления не требуется
- Более прочные и надежные сварные швы, чем сварка горячим воздухом
- Длинный перечень термопластов можно сваривать с помощью Injectiweld
Injectiweld не подходит для сварки всех пластмасс, в том числе:
- Термореактивные пластмассы нельзя сваривать, потому что они не плавятся при воздействии на них тепла.Примеры: F.R.P. (Стекловолокно), бакелит, эпоксидные смолы, фенольные смолы, меламин и т. Д.
- PVC-U / PVC-P — поливинилхлорид (жесткий / гибкий). Самая низкая температура Injectiweld слишком высока для PVC-U или PVC-P. Материал будет гореть внутри ствола сварщика. Это приведет к выделению газообразного хлора, который вреден для здоровья оператора и повредит алюминиевые детали сварочного аппарата.
- ПММА — полиметилметакрилат. Использование этого материала внутри Injectiweld может привести к заеданию штока поршня.При резке ПММА появляются очень острые края по окружности разрыва. Эти острые края могут препятствовать перемещению штока поршня назад.
- PFA — перфтороалкокси. Температура сварного шва для этого материала превышает установленную максимальную температуру.
- Воспользуйтесь нашим руководством, чтобы определить, совместим ли тип пластика, который необходимо сваривать.
Запросите предложение для вашего проекта.
Plastic Pipes Welding поставляет машины McElroy на Ближний Восток
Сварочные аппараты McElroy получили новый дом на Ближнем Востоке с открытием завода по сварке пластиковых труб в Дубае.Новая компания развивает тесные отношения с клиентами, чтобы предоставить лучшие решения для сварки труб из термопласта с продажей, арендой и обслуживанием сварочного оборудования McElroy.
Генеральный директор Хосе Рамон Аристеги уже 14 лет является дистрибьютором оборудования и принадлежностей McElroy в Европе и Северной Африке. Его компанию в Дубае поддерживают его сотрудники в Arístegui Maquinaria в Барселоне, которые имеют более чем 38-летний опыт работы в индустрии термоядерного синтеза.
«Благодаря своему многолетнему опыту я понимаю отрасль и считаю, что существует множество реальных потребностей клиентов в этом типе оборудования в регионе Ближнего Востока», — сказал он.«Мы понимаем, что для клиента очень важно получить машины как можно скорее с очень короткими сроками доставки. Наш местный офис может обеспечить быстрое и качественное обслуживание клиентов в регионе ».
Plastic Pipes Welding имеет полную линейку ручных, прокатных и гусеничных машин McElroy для сварки стыков, раструбов и ответвлений полиэтиленовых и полипропиленовых труб диаметром до 2000 мм. Благодаря своему превосходному расположению в Дубайском центре торговли товарами (DMCC), крупнейшей свободной зоне в Объединенных Арабских Эмиратах, компания располагает хорошими возможностями для обеспечения быстрого обслуживания мастерами, сертифицированными McElroy.
У компании также есть квалифицированные операторы сварки, которые проводят бесплатное обучение клиентов, чтобы обеспечить безопасную, эффективную и стандартную эксплуатацию машин перед их вводом в эксплуатацию.
«Хосе разделяет нашу страсть к созданию лучшей инфраструктуры во всем мире, предоставляя подрядчикам лучшее оборудование для термоядерной сварки.